

вентилятор для промышленного помещения
Когда слышишь 'вентилятор для промышленного помещения', многие сразу представляют огромную крыльчатку под потолком, гонящую воздух. Но это, пожалуй, самый поверхностный и часто ошибочный взгляд. На деле, выбор и установка — это всегда компромисс между десятком параметров: от типа производства и выделяемых вредностей до банальной конструкции здания и даже... поведения персонала. Скажем, в том же литейном цеху или на участке дробеструйной обработки, где мы часто сталкиваемся с оборудованием от АО Шаньдун Кайтай Дробеметное Оборудование (их сайт — ktblasting.ru), задача вентиляции — не просто охладить, а уловить тяжелую абразивно-металлическую пыль. И тут обычный осевой вентилятор почти бесполезен.
Опыт, который учит: почему 'как у всех' не работает
Помню один проект для среднего машиностроительного завода. Заказчик хотел 'как у всех' — мощные вытяжные зонты над станками. Сделали. А через полгода звонок: 'Пыль оседает в пяти метрах, рабочие жалуются, вентиляторы гудят, как самолеты'. Оказалось, что для мелкой сухой стружки, которую дают их станки, нужна не просто вытяжка, а определенная скорость воздушного потока в щелевых отсосах, чтобы частицы не разлетались. И шум... Шум был потому, что взяли вентиляторы общего назначения, не рассчитанные на постоянную работу с запыленным воздухом. Лопатки быстро износились, дисбаланс — и пошел гул.
Это классическая ошибка — экономия на расчете. Часто думают, что главное — производительность по воздуху (м3/ч). Но для промышленности критична характеристика давления. Вентилятор должен преодолеть сопротивление сети: воздуховодов, фильтров, теплообменников. Если в системе стоит хороший рукавный фильтр для улавливания абразива после дробеструйки (тут как раз к месту вспомнить АО Шаньдун Кайтай, как производителя такого комплектного оборудования), сопротивление может быть серьезным. Канальный вентилятор со слабым напором просто 'не протолкнет' воздух через фильтрующую ткань. В итоге — нулевая эффективность при работающем моторе.
Отсюда мое правило: сначала технологи, потом вентиляционщики. Нужно точно понимать, что именно вентилируем. Термообработка? Там главное — удаление газов и избыточного тепла. Сварочные посты? Здесь уже улавливание аэрозолей на месте образования, нужны местные отсосы с определенной геометрией. А для окрасочных камер — это уже взрывобезопасность и особая конструкция, исключающая искрообразование. Один тип вентилятора для промышленного помещения на все случаи — миф.
Кейс из практики: интеграция с технологическим оборудованием
Был у нас опыт с модернизацией участка дробеструйной очистки на судоремонтном заводе. Стояла старая камера, вентиляция — самодельная, из двух радиальных вентиляторов. Шум, вибрация, пыль валила из всех щелей. Задача была не просто поставить новые вентиляторы, а вписать их в новую технологическую цепочку. Заказчик выбрал дробеструйную установку от Кайтай — аргументировали это глобальным присутствием компании (те самые 12 зарубежных филиалов, включая Нидерланды и Финляндию, о которых говорится на их сайте) и адаптацией под европейские нормы по шуму и пылеулавливанию.
Здесь интересна была именно связка. Сама установка Кайтай была герметичной, с внутренней рециркуляцией воздуха. Но для подпора и удаления просачивающейся пыли нужна была внешняя система аспирации. Пришлось считать: объем камеры, кратность воздухообмена для создания отрицательного давления, сопротивление циклона и фильтров тонкой очистки. Важный нюанс — абразивная пыль очень абразивна (как ни парадоксально звучит). Поэтому даже для внешней системы мы рекомендовали вентиляторы с усиленными лопатками и защитным покрытием, расположенные после фильтров тонкой очистки — чтобы они гоняли относительно чистый воздух. Это продлевает ресурс в разы.
Итог: поставили два канальных радиальных вентилятора средней давления в шумоизолированном исполнении. Ключевым было не их количество, а правильное расположение заборных и выбросных точек, чтобы не создавать сквозняков, мешающих работе оператора. После пуска замеры показали, что запыленность в рабочей зоне упала ниже ПДК, а шум — в пределах нормы. Это пример, когда вентилятор для промышленного помещения работает не сам по себе, а как часть 'дыхательной системы' всего технологического комплекса.
Тонкости, о которых не пишут в каталогах
В каталогах все красиво: графики, КПД, габариты. Но жизнь вносит коррективы. Например, установка. Крепление мощного вентилятора к легкой стеновой сэндвич-панели — прямой путь к резонансу и разрушению. Нужен независимый фундамент или мощная рама, связанная с каркасом здания. Вибрации — отдельная песня. Их передача по воздуховодам может заставить гудеть всю вентиляционную сеть, как трубу. Ставят гибкие вставки, но они тоже со временем 'задубевают' или рвутся.
Еще момент — обслуживание. Часто ли его будут проводить? Если цех работает в три смены, остановка вентиляции — остановка производства. Значит, нужно дублирование (резервные вентиляторы) или возможность быстрого сервиса. Я видел 'гениальные' решения, когда для замены подшипника вентилятора, смонтированного в центре цеха под потолком, нужно было нанимать автовышку и останавливать половину конвейера. Все потому, что на этапе проектирования о сервисе не подумали. Лучше сразу закладывать площадки обслуживания, легкосъемные кожухи.
И, конечно, энергопотребление. Промышленный вентилятор — часто один из главных потребителей в цехе. Сейчас все чаще смотрят на частотные преобразователи. Это не просто мода. Регулируя обороты под реальную потребность (ночью нагрузка меньше, зимой/летом — разный режим), можно сэкономить до 40% электроэнергии. Но и тут есть подводные камни: для вентиляторов, работающих с пылью, на низких оборотах она может начать откладываться на лопатках, нарушая балансировку. Нужно закладывать периодические режимы 'продува' на высоких оборотах.
Неудачи как источник знаний
Было и такое. Для большого склада лакокрасочных материалов требовалась общеобменная вентиляция, просто для удаления паров и обеспечения притока. Рассчитали, поставили крышные вентиляторы. Казалось бы, стандартная задача. Но забыли учесть преобладающее направление ветра в той местности. В итоге, при определенном ветре происходило опрокидывание тяги, и вытяжные вентиляторы начинали работать на приток, загоняя пары обратно в помещение. Пришлось дорабатывать, ставить обратные клапаны с тяжелыми заслонками и пересчитывать аэродинамику. Теперь для крышных установок ветровая нагрузка — всегда один из первых пунктов в чек-листе.
Другой случай связан с коррозией. В цехе химического производства поставили стандартные вентиляторы из оцинкованной стали для вытяжки агрессивных паров. Производитель обещал стойкость. Но в местах сварки и креплений цинковый слой был поврежден. Через полгода — сквозные дыры в корпусе. Вывод: для сред даже со слабой агрессивностью нужны либо целиком коррозионностойкие исполнения (нержавейка, полипропилен), либо очень качественное покрытие с контролем всех швов. И это удорожает проект сразу, но спасает деньги в долгосрочной перспективе.
Эти промахи дорогого стоят. Они заставляют не просто следовать СНиПам, а думать на шаг вперед: как будет работать система в реальных, а не идеальных условиях? Как поведет себя через год, пять лет, при смене сезона или технологии? Именно этот практический скепсис и отличает, на мой взгляд, нормального инженера от составителя спецификаций по каталогу.
Заключительные мысли: это система, а не устройство
Так что, возвращаясь к началу. Вентилятор для промышленного помещения — это не просто железка с мотором. Это узел в сложной системе, которая включает в себя и аэродинамику, и материаловедение, и знание технологии, и даже психологию труда (потому что если система шумит и мешает, люди будут ее отключать). Его выбор — это не поиск по максимальной производительности в каталоге. Это ответы на вопросы: 'Что вентилируем? В каких условиях? Как будем обслуживать? Что будет, если он выйдет из строя?'
Именно поэтому, глядя на крупных игроков рынка, вроде АО Шаньдун Кайтай Дробеметное Оборудование, с их опытом работы в более чем 100 странах, важно понимать: их сила часто именно в системном подходе. Они проектируют дробеструйную камеру или пескоструйный пост как замкнутую систему, где и вентиляция — не опция, а продуманный элемент. Для нас, как для интеграторов или инженеров на месте, это хороший ориентир. Не собирать систему из кубиков, а проектировать ее как единое целое, где каждый элемент, включая вентилятор, знает свою задачу и точно под нее рассчитан.
В общем, если резюмировать мой поток мыслей: меньше веры рекламным цифрам, больше анализа конкретных условий цеха. И всегда, всегда закладывайте запас по надежности и удобству обслуживания. Оно окупится. Даже если начальство сначала ворчит на стоимость.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Пескоструйное сопло
Пескоструйное сопло -
 Звукоизолированная камера
Звукоизолированная камера -
 Картриджный пылеуловитель
Картриджный пылеуловитель -
 Осевой вентилятор
Осевой вентилятор -
 Алюминиевая дробь
Алюминиевая дробь -
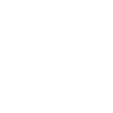
 Высокотемпературный вентилятор
Высокотемпературный вентилятор -
 Q69 серия дробеструйный очиститель для стальных плит и профилей
Q69 серия дробеструйный очиститель для стальных плит и профилей -
 Q26 серия пескоструйная камера
Q26 серия пескоструйная камера -
 HBC 12-16 интеллектуальная дробеструйная очистительная машина
HBC 12-16 интеллектуальная дробеструйная очистительная машина -
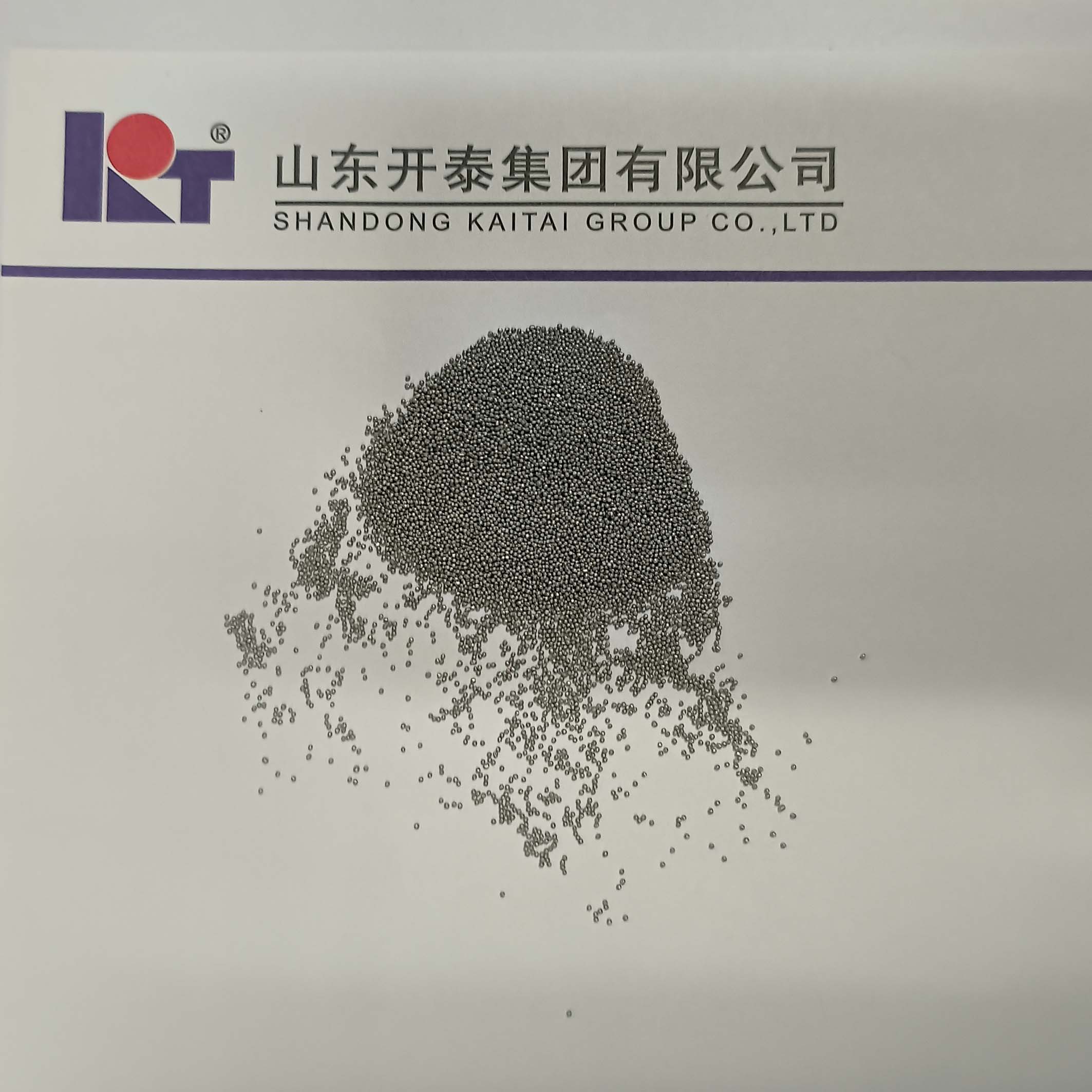
 Износостойкий вентилятор
Износостойкий вентилятор -
 Рабочее колесо
Рабочее колесо -
 QGW серия дробеструйный очиститель для наружной стенки труб
QGW серия дробеструйный очиститель для наружной стенки труб
Связанный поиск
Связанный поиск- Производители требований к сушильным камерам
- Китайские производители покрасочных камер по категориям
- вентилятор для очистителя воздуха
- Производители дроби стальной
- Производители типов дробеметных установок купить
- 14 46 VC Поставщики центробежных вентиляторов
- работа дробеструйной камеры
- дробеструйная обработка оборудовании
- установка абразивоструйная dsmg 200
- Китайские производители дробеструйного упрочнения металлических конструкций





