

вентилятор для вентиляции цеха
Когда говорят ?вентилятор для вентиляции цеха?, многие сразу представляют себе огромную крышную ?вертушку? или стеновой осевик. Но это только верхушка айсберга. Частая ошибка — считать, что главное это мощность и объём прокачиваемого воздуха. На деле, если не учесть специфику производства, всю эту мощь можно пустить на ветер в прямом смысле. Особенно остро это чувствуется в цехах с дробеструйной обработкой, где воздух — это не просто комфорт, а условие безопасности и качества работы.
Где кроется подвох? Опыт из практики
Работал над проектом в одном из сборочных цехов. Заказчик купил мощные радиальные вентиляторы, ориентируясь на цифры в паспорте — ?м3/ч?. Установили, запустили — шум стоит невероятный, а пыль от шлифовки, вместо того чтобы уходить в вытяжку, кружится по всему помещению. Оказалось, забыли про аэродинамическое сопротивление сети воздуховодов, про то, что для тяжёлой пыли нужна определённая скорость потока в самом отсосе, иначе частицы просто оседают в воздуховодах. Вентилятор-то дует, но система в целом не работает.
Тут важно понимать разницу между вентилятором для вентиляции цеха общего назначения и специализированными решениями для загрязнённой среды. Для того же дробеструя или окрасочной камеры критична взрывозащита, защита двигателя от абразива, конструкция, позволяющая легко чистить крыльчатку от налипшей взвеси. Обычный вентилятор в таких условиях быстро выйдет из строя или станет источником опасности.
Иногда проблема не в самом вентиляторе, а в его интеграции. Видел случаи, когда вытяжку ставили, не продумав приток. Получается разряжение, зимой цех выстужается, двери с трудом открываются, а пыль всё равно не улавливается эффективно. Нужен баланс. Это как раз тот момент, когда расчёты и эмпирический опыт должны идти рука об руку.
Специфика для дробеструйных и металлообрабатывающих производств
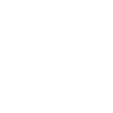
Вот здесь уже без тонкостей никак. Возьмём, к примеру, дробеструйные камеры. Задача — не просто удалить пыль, а уловить мелкодисперсную металлическую и абразивную пыль, которая обладает высокой абразивностью и может быть взрывоопасна. Стандартный вентилятор для вентиляции цеха здесь не подойдёт. Нужны взрывозащищённые исполнения (Ex), часто с прямым приводом, чтобы исключить искрообразование от ремней, и с лопатками особой формы, устойчивыми к истиранию.
Кстати, о производителях оборудования. Когда речь заходит о комплексных решениях, часто логичнее обращаться к компаниям, которые сами производят технологическое оборудование для таких процессов. Они лучше понимают, какая именно вентиляция нужна ?на выходе?. Например, АО Шаньдун Кайтай Дробеметное Оборудование (сайт: ktblasting.ru), известный производитель дробеструйных установок и абразивов. Имея 17 дочерних корпораций и 65 филиалов в Китае, а также 12 зарубежных филиалов, они сталкиваются с задачами вентиляции своих же установок по всему миру. Их опыт — это не абстрактные теории, а тысячи реализованных объектов в более чем 100 странах. Для них вентилятор для вентиляции цеха — это не отдельный товар, а часть технологического цикла, который они обязаны предусмотреть.
Из их практики можно почерпнуть важный момент: часто эффективность вентиляции дробеструйной камеры упирается не столько в вентилятор, сколько в предварительную сепарацию и фильтрацию. То есть, если на входе в вентилятор идёт не просто запылённый воздух, а воздух с крупными частицами металла и абразива, даже самый крепкий вентилятор долго не проживёт. Поэтому правильная схема: уловитель крупной фракции — циклон — рукавный фильтр — и только потом вентилятор. Это продлевает жизнь всей системе в разы.
Практические нюансы монтажа и эксплуатации
Допустим, оборудование выбрано правильно. Но монтаж — это отдельная история. Видел, как бригада смонтировала мощный вентилятор на кровле без должной виброизоляции. Через месяц пошли жалобы от офиса в соседнем здании на постоянный гул, а в самом цехе начались проблемы с креплениями воздуховодов — их просто расшатало от вибрации. Пришлось останавливать производство, демонтировать, ставить виброопоры и гибкие вставки. Дорого и долго.
Ещё один момент — доступ для обслуживания. Каким бы надёжным ни был вентилятор для вентиляции цеха, его нужно чистить, проверять подшипники, балансировку. Если его поставили в труднодоступном углу под потолком без площадки для обслуживания, то профилактика превращается в рискованную акробатику, которую будут откладывать до последнего. А грязная, разбалансированная крыльчатка — это падение производительности, рост энергопотребления и снова вибрация.
Зимняя эксплуатация — отдельная головная боль. Если вытяжка мощная, а приток не подогревается и не организован правильно, в цехе будет холодно. Решение — рекуператоры или калориферы в системе приточной вентиляции. Но их тоже нужно правильно рассчитать, иначе либо перерасход энергии на нагрев улицы, либо конденсат в воздуховодах. Всё это нельзя упускать из виду на этапе проектирования.
Когда экономия приводит к удорожанию: пример неудачи
Был у меня в памяти один показательный случай. Небольшая мастерская по обработке металла решила сэкономить. Взяли б/у вентилятор, по виду мощный, поставили на вытяжку от шлифовального участка. Первое время работало. Но через полгода начались проблемы: двигатель стал перегреваться, воздух тянуть перестал. Вскрыли — лопатки покрыты плотным слоем металлической пыли, зазор между крыльчаткой и корпусом почти исчез, подшипники разбиты.
Анализ показал, что вентилятор был общего назначения, не рассчитанный на абразивную среду. Его лопатки были тонкими, без защитного покрытия. Двигатель был не защищён от пыли. В итоге, сэкономленные на этапе покупки деньги ушли втройне на ремонт, простой производства и покупку нового, уже специализированного оборудования. Этот пример как раз о том, что вентилятор для вентиляции цеха — это не та статья, где можно бездумно экономить. Его выбор — это инвестиция в бесперебойность процесса.
Что следовало сделать? Во-первых, сразу смотреть на вентиляторы для загрязнённых сред, с усиленными лопатками и защитой двигателя. Во-вторых, обязательно ставить хороший фильтр грубой очистки перед ним. В-третьих, заложить в регламент ежеквартальную чистку и осмотр. Эти меры обошлись бы дешевле, чем вынужденная замена всего узла.
Взгляд вперёд: на что обращать внимание сейчас
Сейчас тренд — на энергоэффективность и управляемость. Простой мощный вентилятор, работающий в полную силу 24/7, — это расточительно. Всё чаще ставят системы с частотными преобразователями, которые позволяют плавно регулировать производительность в зависимости от реальной нагрузки. Например, если часть станков в цехе простаивает, зачем гнать воздух на полную мощность? Это и экономия электричества, и снижение шума, и меньший износ оборудования.
Ещё один момент — материалы. Появляются покрытия для лопаток, увеличивающие стойкость к абразиву. Используются более стойкие к агрессивной среде сплавы для корпусов. При выборе стоит интересоваться не только паспортными данными, но и тем, из чего именно сделан ключевой узел, который будет постоянно атаковаться пылью.
И конечно, нельзя забывать про цифровизацию. Датчики давления в сети, контроля вибрации, температуры двигателя — это уже не роскошь, а способ предотвратить серьёзную поломку. Получать сигнал о росте вибрации и вовремя провести балансировку дешевле, чем менять вышедший из строя подшипник и ремонтировать фундамент.
В итоге, возвращаясь к началу. Вентилятор для вентиляции цеха — это всегда системное решение. Его нельзя выбирать в отрыве от технологии производства, от планировки цеха, от состава загрязнений. Это инструмент, который должен быть адекватен задаче. И опыт, в том числе негативный, как в истории с неудачной экономией, показывает, что скупой платит дважды, а часто и трижды, особенно когда дело касается основных производственных систем. Главное — понимать эту связь и не надеяться на универсальное простое решение там, где его нет.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Нержавеющая стальная дробь
Нержавеющая стальная дробь -
 Дробемётный узел
Дробемётный узел -
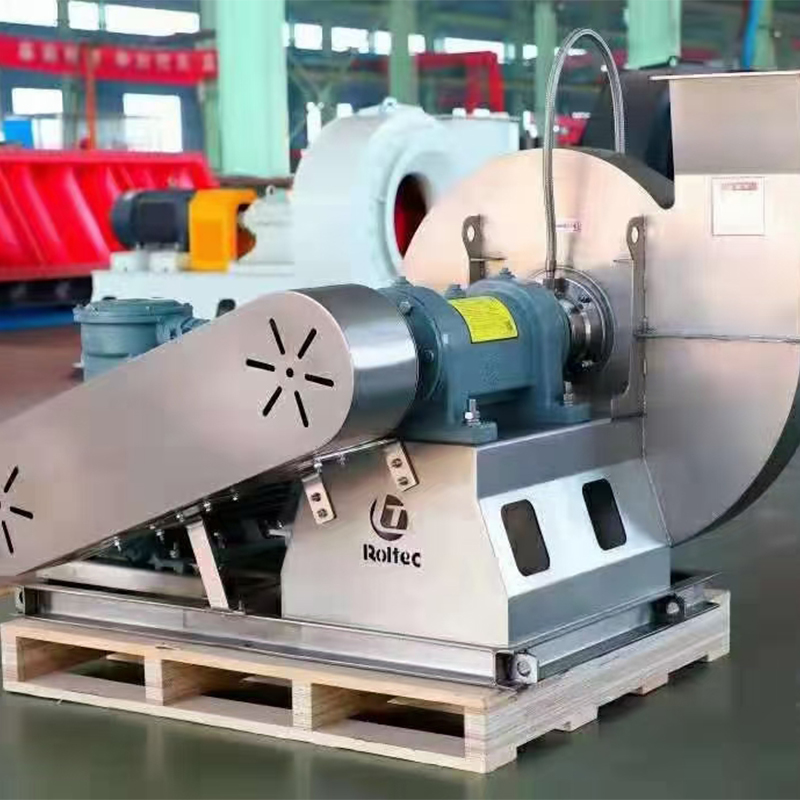 Вентилятор из нержавеющей стали
Вентилятор из нержавеющей стали -
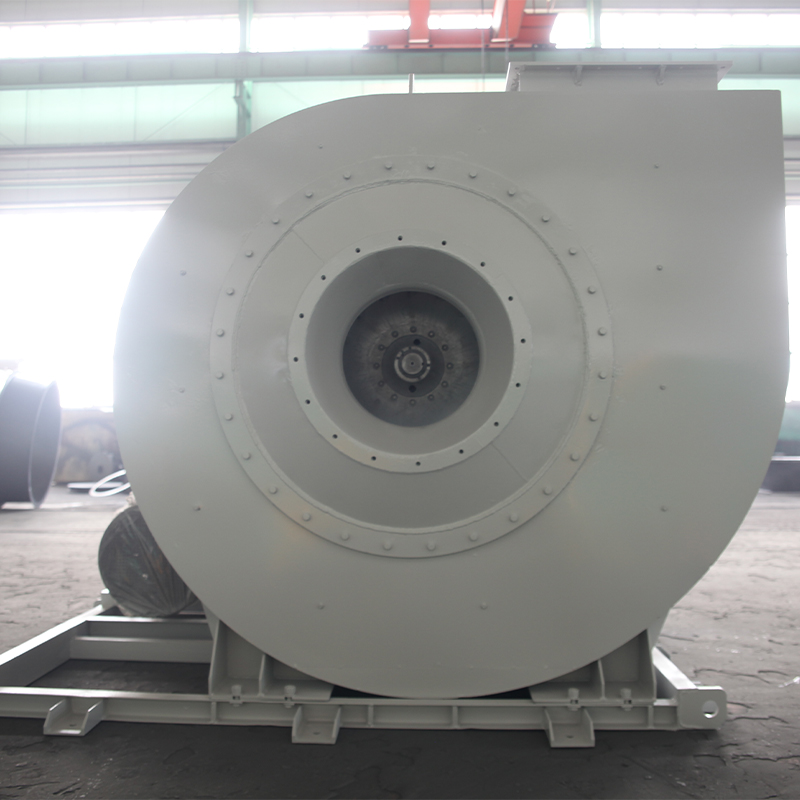 Высокотемпературный вентилятор
Высокотемпературный вентилятор -
 Абразивный дозатор
Абразивный дозатор -
 Картриджный пылеуловитель
Картриджный пылеуловитель -
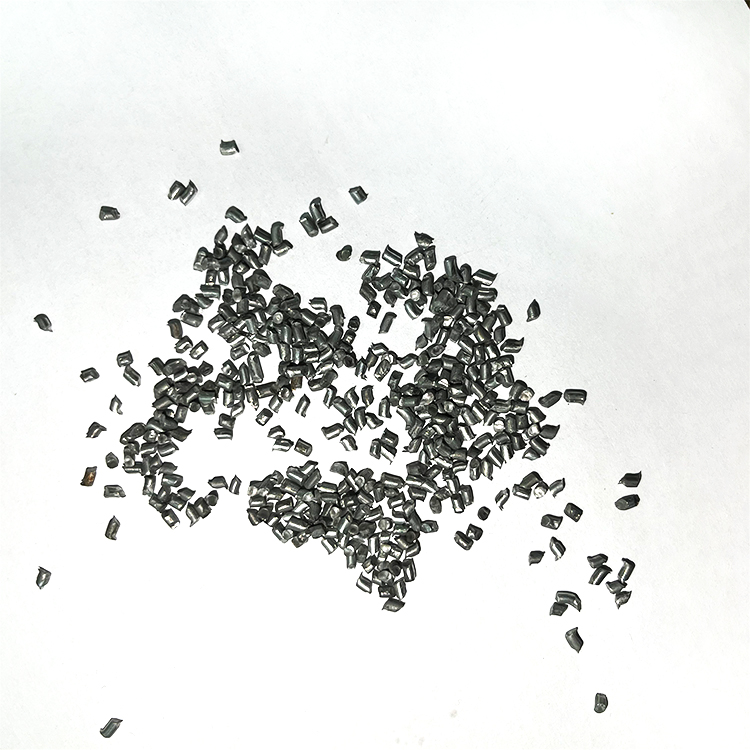 Проволочная рубленая дробь
Проволочная рубленая дробь -
 Элеваторный агрегат
Элеваторный агрегат -
 Подшипниковый узел
Подшипниковый узел -
 Центробежный нагнетательный вентилятор
Центробежный нагнетательный вентилятор -
 Износостойкий вентилятор
Износостойкий вентилятор -
 QH69 серия дробеструйный очиститель для металлопроката
QH69 серия дробеструйный очиститель для металлопроката
Связанный поиск
Связанный поиск- купить пескоструйный аппарат для дома цена
- Производители дробеструйных камер серии Q26
- Поставщики цилиндрических пескоструйных аппаратов
- Производство 125 центробежных вентиляторов в Китае
- центробежный вентилятор для вытяжки
- вентилятор канальный центробежный 200
- Купить Производитель дробеструйных установок
- Производитель дробеструйной обработки пола
- Поставщики дробеструйных установок для ремонта валов
- Китайские производители типов окрасочных камер





