

вентилятор для фабрики
Когда слышишь ?вентилятор для фабрики?, первое, что приходит в голову неспециалисту — большая вертушка на потолке или в стене. Но в промышленности это не вопрос комфорта, а часто — условие безопасности и качества самого производства. Ошибка многих — выбирать оборудование только по мощности двигателя или диаметру крыльчатки, не учитывая специфику среды: пыль, стружка, химические пары, высокая температура. Я сам лет десять назад, занимаясь вентиляцией для небольшого цеха металлообработки, чуть не совершил эту ошибку, поставив стандартный осевой вентилятор там, где нужен был взрывозащищённый канальный. Последствия могли быть печальными, но вовремя подключился технолог со старого завода — он и объяснил, что в воздухе может быть концентрация мелкодисперсной алюминиевой пыли, а это уже совсем другие требования.
От теории к цеху: почему общие каталоги врут
В каталогах всё красиво: производительность кубометров в час, напор, КПД. Но когда приезжаешь на объект, например, в литейный цех, цифры начинают ?плыть?. Температура у плавильных печей под 50-60 градусов, воздух плотный, к тому же насыщен частицами формовочной земли. Стандартный вентилятор для фабрики, рассчитанный на 20 градусов, здесь теряет до 30% реальной производительности. Мотор перегревается, лопатки быстро абразивно изнашиваются. Приходится закладывать запас — но не вслепую, а через поправочные коэффициенты, которые в нормативных документах есть, но на практике их ещё корректируешь по опыту. Один раз пришлось переделывать всю вытяжку в покрасочном участке: по проекту стояли вентиляторы средней мощности, но не учли, что краска наносится методом напыления, и часть лака оседает на лопатках, нарушая балансировку. Через месяц работы — вибрация, шум, а потом и отказ подшипников.
Здесь важно не просто удалить воздух, а обеспечить определённую кратность воздухообмена, чтобы концентрация вредностей не превышала ПДК. И тут встаёт вопрос не только о вытяжке, но и о притоке. Часто вижу, как на фабриках ставят мощные вытяжные системы, а приток организован кое-как — через щели в воротах или обычные форточки. В итоге в цехе зимой — сквозняки и холод, летом — неэффективный обмен. Нужен расчёт воздушного баланса, и иногда оказывается, что дешевле и эффективнее установить несколько вентиляторов для фабрики меньшей мощности, распределённых по зонам, чем одного монстра на крыше с разветвлённой сетью воздуховодов, где половина давления теряется на поворотах.
Кстати, о воздуховодах. Материал — отдельная история. Для удаления горячего воздуха с парами масла от станков ЧПУ нельзя ставить обычную оцинковку — конденсат с масляной эмульсией быстро её разъест. Нужна нержавейка или полипропиленовые секции. А для участка дробеструйной обработки, где в воздухе летает мелкая металлическая дробь и песок, воздуховоды должны быть с усиленной абразивостойкой футеровкой, иначе их пробивает насквозь за полгода. Именно на таких участках часто сотрудничаем со специализированными производителями оборудования, например, с АО Шаньдун Кайтай Дробеметное Оборудование. У них есть комплексный подход: они не только поставляют дробеструйные камеры, но и понимают, как должна быть устроена вентиляция для удаления абразивной пыли. Их опыт, описанный на https://www.ktblasting.ru, показывает, что имея более 10 000 клиентов в 100 странах, они сталкивались с разными средами и знают, какие вентиляторы и фильтры выдержат такие нагрузки.
Энергия шума и вибрации: скрытые враги
Часто заказчик требует ?погромче? — мол, значит, мощно работает. Но высокий уровень шума — это не только нарушение норм по охране труда, но и показатель проблем. Сильный шум от вентилятора для фабрики может означать турбулентные потоки на входе или выходе, кавитацию, неправильную балансировку ротора. Вибрация же — прямой путь к разрушению креплений и фундамента, особенно если вентилятор установлен на перекрытии или технологической площадке. Однажды видел, как из-за резонансной вибрации от вентилятора на третьем этаже цеха начали откручиваться болты на несущих конструкциях пресса этажом ниже. Хорошо, заметили вовремя.
Борьба с этим — целая наука. Применяем виброизолирующие основания, гибкие вставки перед и после вентилятора, иногда меняем частоту вращения за счёт частотных преобразователей — это, кстати, ещё и экономия энергии. Но самый важный момент — правильный монтаж. Нельзя просто прикрутить вентилятор болтами к раме и подключить к воздуховоду. Нужна центровка вала двигателя и рабочего колеса с точностью до долей миллиметра, иначе биение неизбежно. Часто эту работу поручают обычным монтажникам, а потом специалистам по вибродиагностике приходится расхлёбывать последствия.
Ещё один нюанс — шумоглушители. Их ставят, но не всегда правильно. Если поставить слишком длинный или с малым проходным сечением, он создаст дополнительное аэродинамическое сопротивление, и вентилятор будет работать не в расчётной точке характеристики, ?задыхаться? и перегреваться. Приходится искать компромисс между акустикой и аэродинамикой, иногда даже заказывать шумоглушители по индивидуальным расчётам.
История с ?умным? вентилятором: автоматика не панацея
Сейчас много говорят об ?Индустрии 4.0? и умных системах. Решили мы как-то для одного из цехов по сборке электроники внедрить систему с датчиками температуры, загазованности и вентиляторами для фабрики с регулируемыми частотными приводами. Логика простая: датчики фиксируют превышение — автоматика увеличивает обороты. В теории всё гладко. На практике оказалось, что датчики пыли забиваются через две недели и требуют чистки, а частотные преобразователи, установленные в общем шкафу с другой автоматикой, перегревались из-за недостаточного охлаждения и уходили в ошибку. Цех периодически оставался без вентиляции.
Вывод: любая автоматика должна быть избыточной и ремонтопригодной. Мы переделали схему, вынесли частотники в отдельные шкафы с принудительным обдувом, поставили систему с дублированием: если основной датчик выходит из строя, срабатывает резервный по простому таймеру, обеспечивая минимально необходимый воздухообмен. Иногда простое и надёжное решение лучше сложного, но хрупкого. Особенно это касается производств с непрерывным циклом, где остановка вентиляции означает остановку всего участка.
Кстати, о непрерывности. Для таких производств критична и ремонтопригодность самого вентилятора. Конструкции с прямым приводом (колесо насажено прямо на вал двигателя) проще и компактнее, но при выходе из строя двигателя меняется весь узел. Конструкции с ременным приводом занимают больше места, требуют обслуживания (натяжка ремней), но зато двигатель можно заменить, не снимая рабочее колесо и не нарушая центровку всей системы с воздуховодами. Это решение ?на века?, и его часто можно увидеть на старых, ещё советских заводах, где оборудование работает по 40-50 лет.
Специфика отраслей: металл, дерево, химия
Требования к вентилятору для фазики кардинально меняются в зависимости от отрасли. В деревообработке главный враг — стружка и древесная пыль, которая не только абразивна, но и взрывоопасна при определённой концентрации. Тут нужны вентиляторы во взрывозащищённом исполнении, с искробезопасными колёсами (часто из алюминиевых сплавов) и системой аварийного отключения при срабатывании датчиков запылённости. Фильтры должны быть с системой автоматической регенерации, иначе их забивает за смену.
В химической промышленности — своя беда: коррозионно-активные пары. Материал корпуса и рабочего колеса должен быть инертным: стеклопластик, полипропилен, специальные марки нержавеющей стали. Уплотнения вала — не сальниковые набивки, которые текут, а торцевые механические уплотнения или магнитные муфты, полностью изолирующие двигатель от перекачиваемой среды. Ошибка в выборе материала может привести к тому, что через месяц от вентилятора останется ржавая решётка.
Что касается металлообработки, включая дробеструйные работы, то здесь, как я уже упоминал, ключевой фактор — абразивный износ. Вентиляторы для таких задач часто имеют усиленные лопатки с наварными твердосплавными пластинами или изготавливаются целиком из особо прочных сталей. Компания АО Шаньдун Кайтай, судя по их опыту работы с клиентами по всему миру, от Нидерландов до Юго-Восточной Азии, хорошо знает эту проблему. Их дробеструйные установки проектируются с учётом эффективного удаления абразива, а значит, и рекомендации по вентиляции у них не абстрактные, а проверенные на тысячах объектов. Это тот случай, когда опыт конкретного производителя технологического оборудования ценнее общих советов вентиляционщика.
Итог: не оборудование, а система
В итоге хочу сказать, что успех — не в выборе самого дорогого немецкого вентилятора для фабрики. Успех — в понимании всей технологической цепочки. Нужно видеть не только сам агрегат, но и то, что перед ним (состояние воздуха в цехе) и после него (куда этот воздух идёт, как очищается, не создаём ли мы проблем соседнему участку). Иногда правильное зонирование, установка местных отсосов у каждого станка и грамотная организация притока дают больший эффект, чем замена одного мощного вентилятора на ещё более мощный.
Главный совет, который я даю коллегам: прежде чем смотреть каталоги, пройдитесь по цеху. Поговорите с технологом и, что очень важно, с начальником смены или мастером. Они знают все ?болевые точки?: где скапливается дым, откуда дует зимой, какой участок всегда пыльный. Их наблюдения — бесценный материал для расчётов. А потом уже можно открывать нормативы, считать аэродинамику и выбирать оборудование. И помнить, что идеальной системы не бывает — всегда есть компромисс между стоимостью, эффективностью, надёжностью и удобством обслуживания. Задача инженера — найти именно тот баланс, который подойдёт для конкретного цеха, с его конкретными станками, материалами и людьми.
И да, сотрудничество с проверенными партнёрами, которые сами являются производителями технологического оборудования для конкретной отрасли (как та же Кайтай для металлообработки), часто сокращает путь. У них уже есть готовые, обкатанные решения по вентиляции своих установок, и это избавляет от многих ошибок на старте. В конце концов, вентиляция — это не самоцель, а часть единого производственного организма, и она должна работать на результат, а не просто создавать ветер.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Цинковая дробь
Цинковая дробь -
 Проволочная рубленая дробь
Проволочная рубленая дробь -
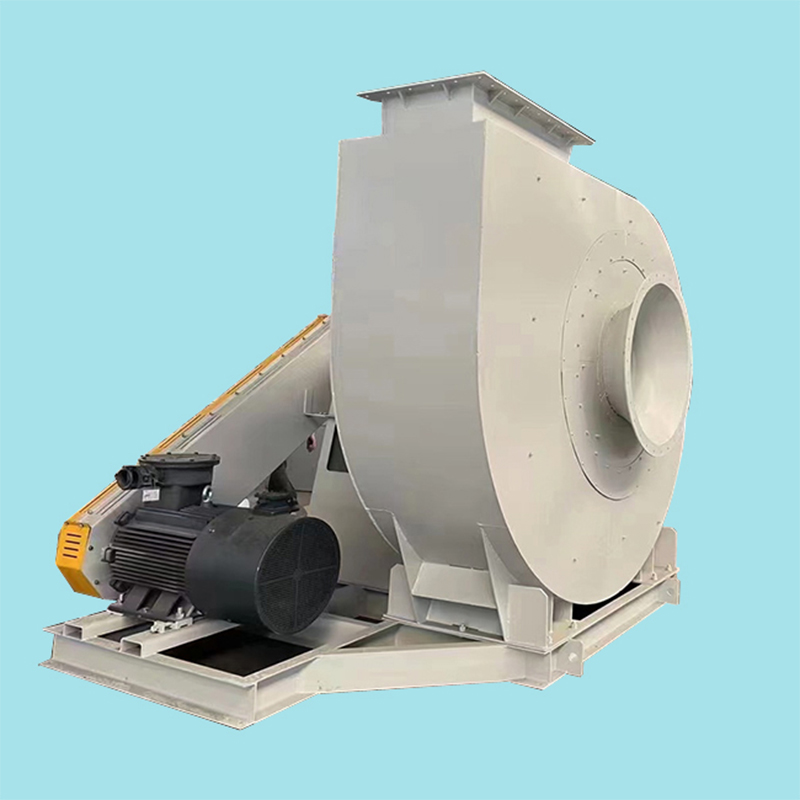 Центробежный вытяжной вентилятор
Центробежный вытяжной вентилятор -
 HBC 12-16 интеллектуальная дробеструйная очистительная машина
HBC 12-16 интеллектуальная дробеструйная очистительная машина -
 Осевой вентилятор
Осевой вентилятор -
 QT37 серия дробеструйный очиститель для строительной техники
QT37 серия дробеструйный очиститель для строительной техники -
 KT700 барабанная дробеструйная машина
KT700 барабанная дробеструйная машина -
 QGN серия дробеструйный очиститель для внутренней
QGN серия дробеструйный очиститель для внутренней -
 Q69 серия дробеструйный очиститель для стальных плит и профилей
Q69 серия дробеструйный очиститель для стальных плит и профилей -
 Защитный шлем для пескоструйки
Защитный шлем для пескоструйки -
 Циклонный пылеуловитель
Циклонный пылеуловитель -
 Вакуумный абразивосборник
Вакуумный абразивосборник
Связанный поиск
Связанный поиск- Поставщики технической стальной дроби
- эксплуатация окрасочных камер
- Производитель центробежных вентиляторов № 100
- Поставщики дробеметных установок для труб
- Поставщики Скребковые конвейеры для доменных камер
- Производители дробеструйных процессов
- Производитель пескоструйных аппаратов Gera
- работа дробеструйной камеры
- Поставщики пескоструйных камер DIY
- вентиляторы для нагнетания воздуха





