

вентилятор для вытяжки газа
Когда слышишь ?вентилятор для вытяжки газа?, многие сразу представляют себе стандартный осевик, врезанный в вентиляционный канал где-нибудь в цеху. На деле же — это часто самое слабое звено в системе газоочистки, и ошибки в его подборе аукаются годами. Лично сталкивался с ситуациями, когда из-за неправильного расчёта давления или коррозионной стойкости установка либо не справлялась с объёмом, либо разваливалась за пару сезонов. Особенно это касается процессов, связанных с выбросами после дробеструйной обработки металла — там и абразивная пыль, и возможные газообразные продукты. Вот об этом и хочу порассуждать, исходя из того, что видел на практике.
Где и почему он критически важен
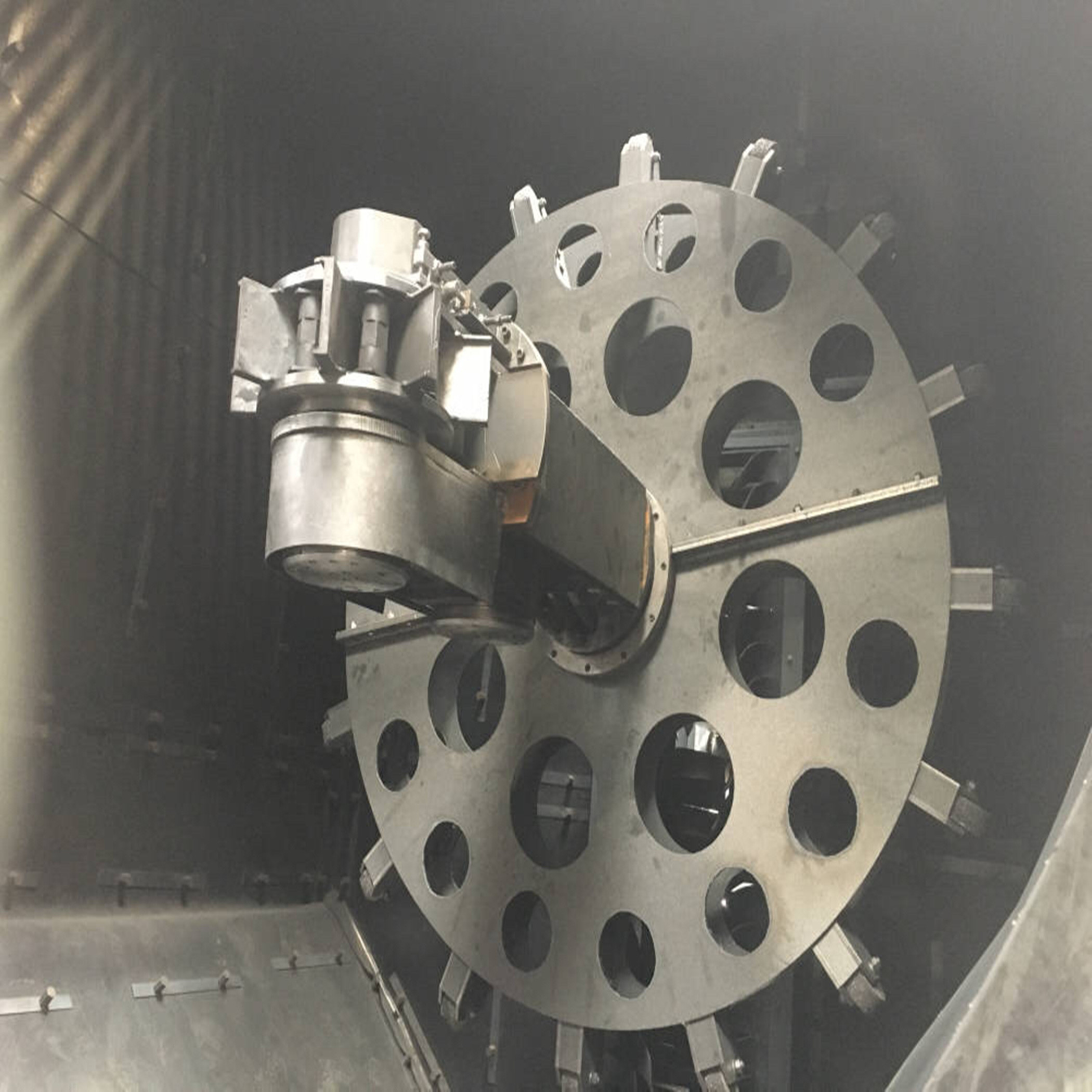
Возьмём, к примеру, участок дробеструйной очистки крупных металлоконструкций. Сам процесс, даже если речь идёт о современных установках, скажем, от АО Шаньдун Кайтай Дробеметное Оборудование, неизбежно генерирует мелкодисперсную пыль и, в зависимости от состояния поверхности, возможные летучие компоненты. Задача вытяжки — не просто убрать видимую взвесь, но и обеспечить постоянный отрицательный перепад давления в камере, чтобы загрязнённый воздух не просачивался в цех. Тут многие грешат тем, что ставят вентилятор, ориентируясь только на паспортную производительность по воздуху (м3/ч), забывая про сопротивление сети — а оно из-за фильтров, воздуховодов сложной геометрии и самих уловителей может быть в разы выше расчётного.
Был у меня опыт на одном из заводов в РФ, где система вытяжки для поста очистки литья работала с постоянным гудением и вибрацией. При вскрытии оказалось, что крыльчатка осевого вентилятора была частично забита спрессованной абразивно-металлической пылью, да и сам корпус из обычной стали начал корродировать в местах конденсации влаги. Пришлось пересматривать весь узел: переходить на радиальный (центробежный) вентилятор с лопатками, загнутыми вперёд, для лучшей работы на сеть с переменным сопротивлением, и заказывать исполнение из стали с покрытием. Кстати, о материалах — это отдельная боль.
Ещё один нюанс, который часто упускают из виду — это температура газовоздушной смеси. Если очистка идёт после термических процессов или в самом цеху холодно, может выпадать конденсат, который в смеси с абразивными частицами образует налипания на лопатках, нарушая балансировку. Поэтому иногда логичнее рассматривать не просто вентилятор для вытяжки газа, а канальный нагреватель перед ним или специальное антиадгезионное покрытие. Но это уже удорожание, и не каждый заказчик готов на такое, пока не столкнётся с простоем.
Ошибки подбора и ?экономия?, которая выходит боком
Самая распространённая история — попытка сэкономить, взяв универсальный вентилятор ?из наличия? или китайский аналог без учёта специфики среды. Помню проект, где для вытяжки от участка окраски после дробеструйки поставили стандартный общепромышленный вентилятор. Через полгода начались жалобы на запах растворителей в смежных помещениях. Оказалось, что электродвигатель был исполнения не взрывозащищённого, и его пришлось выносить за пределы потока, плюс уплотнения вала не держали агрессивную среду. В итоге переделка обошлась дороже, чем изначальный монтаж специализированной модели.
Здесь стоит отметить, что крупные производители комплексного оборудования, такие как АО Шаньдун Кайтай, часто предлагают готовые решения ?под ключ?, где вентиляционная часть уже просчитана под конкретные параметры их же дробеструйных камер. Это разумный путь, особенно для средних предприятий, у которых нет своего глубоко погружённого инженера-вентиляционщика. У них в каталогах можно увидеть и взрывозащищённые исполнения, и варианты с повышенной износостойкостью. Но даже в этом случае нужно чётко передать данные о составе удаляемой среды — иначе получится ?среднее по больнице?.
Ещё один момент — шум и вибрация. Радиальные вентиляторы, особенно на высоких давлениях, могут создавать значительный низкочастотный гул. Если пост находится вблизи рабочих мест, это приводит к быстрой утомляемости операторов. Приходится добавлять шумоглушители или гибкие вставки, что опять же меняет аэродинамику сети и требует пересчёта. Иногда проще изначально выбрать модель с низкооборотным приводом или специальным профилем лопаток, хотя это и дороже.
Связь с системами фильтрации: без симбиоза нет эффективности
Вентилятор для вытяжки газа в таких технологических процессах редко работает сам по себе. Обычно это последний элемент цепочки: укрытие или камера — воздуховоды — фильтр (чаще всего рукавный или картриджный) — вентилятор — выброс в атмосферу. И его работа напрямую зависит от состояния фильтра. Забитые рукава резко повышают сопротивление, вентилятор ?срывается? с рабочей точки, производительность падает, и в цех начинает подсасываться грязный воздух.
На одном из объектов внедряли систему аспирации для многопостовой линии очистки. Изначально поставили вентилятор с запасом по давлению, но не учли циклы регенерации фильтров. Когда происходила импульсная продувка нескольких рукавов одновременно, возникал кратковременный скачок давления в системе, и двигатель вентилятора уходил в перегрузку по току. Пришлось ставить частотный преобразователь с датчиком дифференциального давления на фильтре, чтобы плавно регулировать производительность. Это, конечно, усложнило систему, но зато устранило постоянные срабатывания защит.
Кстати, о выбросе. Если просто вывести поток за пределы цеха, не всегда это соответствует экологическим нормам. Иногда требуется доочистка, например, скруббер. И тогда вентилятор должен создавать давление не только на преодоление сопротивления сети, но и на работу этого скруббера. Это уже задача для серьёзного расчёта, часто с привлечением данных от поставщика газоочистного оборудования. Самостоятельно ?на глаз? тут не справиться.
Практические наблюдения по монтажу и обслуживанию
Как бы хорошо ни был подобран вентилятор, кривой монтаж может свести все преимущества на нет. Видел, как при установке на крыше не сделали должного виброизолированного фундамента — со временем от постоянной вибрации разошлись сварные швы на фланцах воздуховодов, появились утечки. Или другой случай: горизонтальный участок воздуховода перед вентилятором был слишком коротким, и поток закручивался, поступая на крыльчатку неравномерно, что вызывало повышенный износ подшипников и биение.
Обслуживание — отдельная песня. В условиях запылённого цеха регламентные работы часто откладываются ?на потом?. Но для таких систем критически важно регулярно проверять состояние лопаток на предмет эрозии и налипаний, смазку подшипников, натяжение ремней (если привод ременной). Один из надёжных, но не дешёвых вариантов — вентиляторы с прямым приводом и закрытыми подшипниками, не требующими частого обслуживания. Их имеет смысл ставить там, где доступ затруднён или где просто высока вероятность, что обслуживать будут плохо.
Ещё из практики: всегда стоит предусмотреть ревизионный люк или съёмный участок воздуховода непосредственно перед вентилятором. Это для того, чтобы можно было быстро проверить и очистить приёмный патрубок от возможного мусора или отслоившейся изоляции. Мелочь, а экономит часы простоя в будущем.
Взгляд в сторону комплексных поставщиков
Когда речь заходит о масштабных или типовых проектах, например, оснащении нового цеха дробеструйной обработки, часто выгоднее обращаться к компаниям, которые поставляют весь технологический цикл. Как та же АО Шаньдун Кайтай Дробеметное Оборудование, имеющая, судя по информации, 12 зарубежных филиалов и более 10 000 клиентов в 100 странах. У таких игроков обычно накоплена огромная база данных по совместимости оборудования, и они могут предложить проверенную связку ?камера + фильтр + вентилятор?. Это снижает риски несовместимости и проблем с гарантией.
Их опыт, особенно на рынках с жёсткими экологическими нормативами (Нидерланды, Финляндия, Австралия, что указано в их описании), означает, что они уже сталкивались с необходимостью подбирать вентиляторы для вытяжки газа, отвечающие не только по производительности, но и по шуму, энергоэффективности и надёжности в условиях постоянной нагрузки. Для инженера-проектировщика это ценный ресурс — можно запросить не просто каталог, а примеры рабочих схем с конкретными моделями вентиляторов в аналогичных условиях.
В конечном счёте, выбор и эксплуатация такого, казалось бы, простого узла, как вентилятор, упирается в понимание всей технологической цепочки. Это не та деталь, на которой можно бездумно срезать бюджет. Потому что последствия — от нарушений условий труда до штрафов за выбросы и простоев дорогостоящего основного оборудования — обходятся на порядок дороже. Лучше потратить время на расчёт или консультацию со специалистами, которые уже набили шишки на этом поле, чем потом переделывать работающую, но неэффективную систему.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 QGN серия дробеструйный очиститель для внутренней
QGN серия дробеструйный очиститель для внутренней -
 Вакуумный абразивосборник
Вакуумный абразивосборник -
 Литая стальная дробь
Литая стальная дробь -
 Q26 серия пескоструйная камера
Q26 серия пескоструйная камера -
 Пескоструйное сопло
Пескоструйное сопло -
 Q37 серия крюковой дробеструйный очиститель
Q37 серия крюковой дробеструйный очиститель -
 Q36/Q76 серия тележечный дробеструйный очиститель
Q36/Q76 серия тележечный дробеструйный очиститель -
 Проволочная рубленая дробь
Проволочная рубленая дробь -
 HBC 12-16 интеллектуальная дробеструйная очистительная машина
HBC 12-16 интеллектуальная дробеструйная очистительная машина -
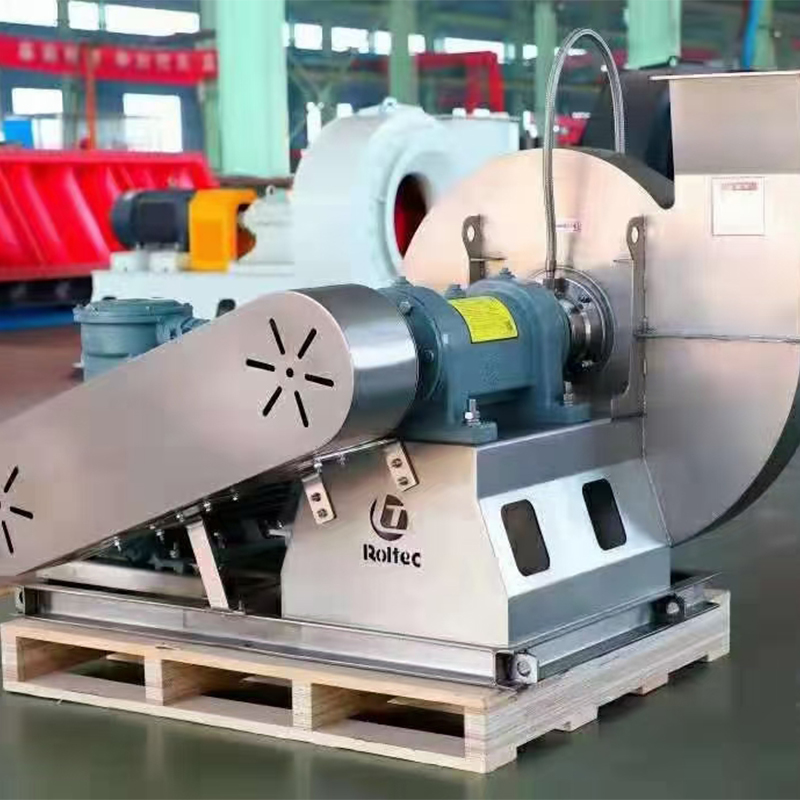 Вентилятор из нержавеющей стали
Вентилятор из нержавеющей стали -
 Пескоструйный робот
Пескоструйный робот -
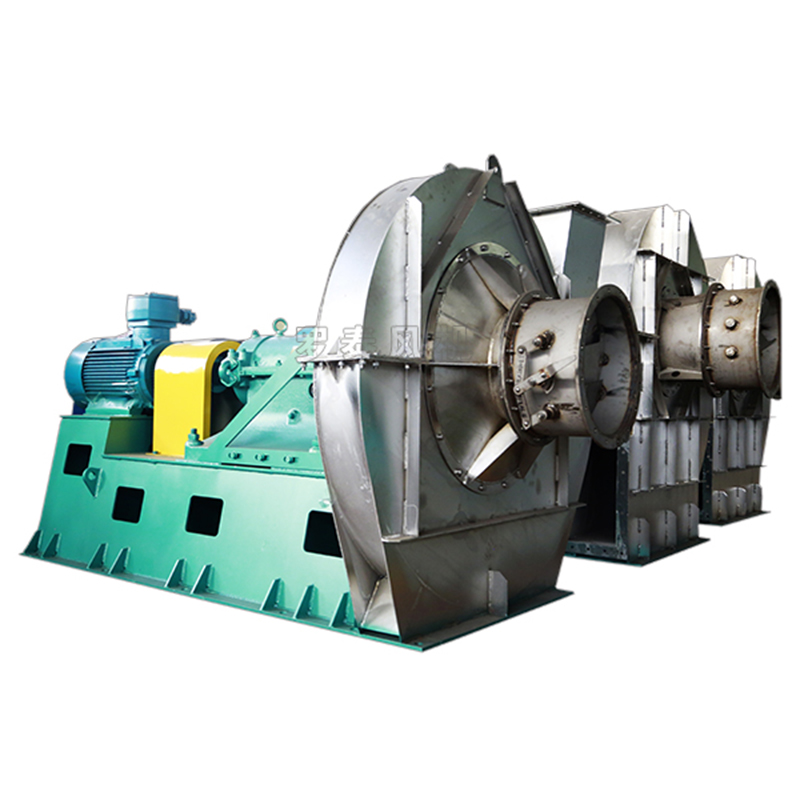 Антикоррозийный вентилятор
Антикоррозийный вентилятор
Связанный поиск
Связанный поиск- Производитель червячных передач центробежных вентиляторов из Китая
- Производитель сушильных камер на газовом топливе
- Производители стальной дроби цены в Китае
- Производитель окрасочных камер Guangli GL3
- дробеструйный аппарат стронг бластинг ремонт вала
- Купить производителя дробеструйной обработки металла в Санкт-Петербурге
- дробеметная установка для труб
- Производитель центробежных вентиляторов ERA из Китая
- проходная дробеметная камера
- Поставщики пилотируемых дробеметных установок





